ВВЕДЕНИЕ И ОСНОВНЫЕ ПОНЯТИЯ, ВАРИАНТЫ РАСЧЕТА РАЗМЕРНЫХ ЦЕПЕЙ
ДИСЦИПЛИНА "МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ"
Москва, РУДН, 2007

Forever Friends |
Привет, Гость! Войдите или зарегистрируйтесь.
Вы здесь » Forever Friends » Полезные материалы » Метрология, стандартизация и сертификация

ВВЕДЕНИЕ И ОСНОВНЫЕ ПОНЯТИЯ, ВАРИАНТЫ РАСЧЕТА РАЗМЕРНЫХ ЦЕПЕЙ
ДИСЦИПЛИНА "МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ"
Москва, РУДН, 2007
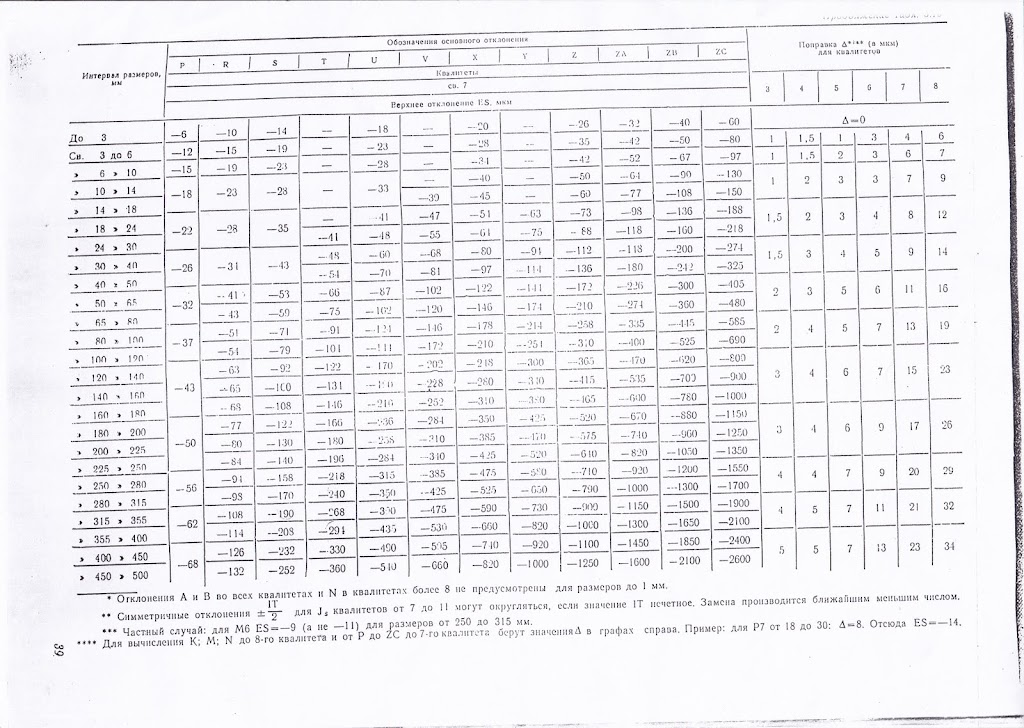
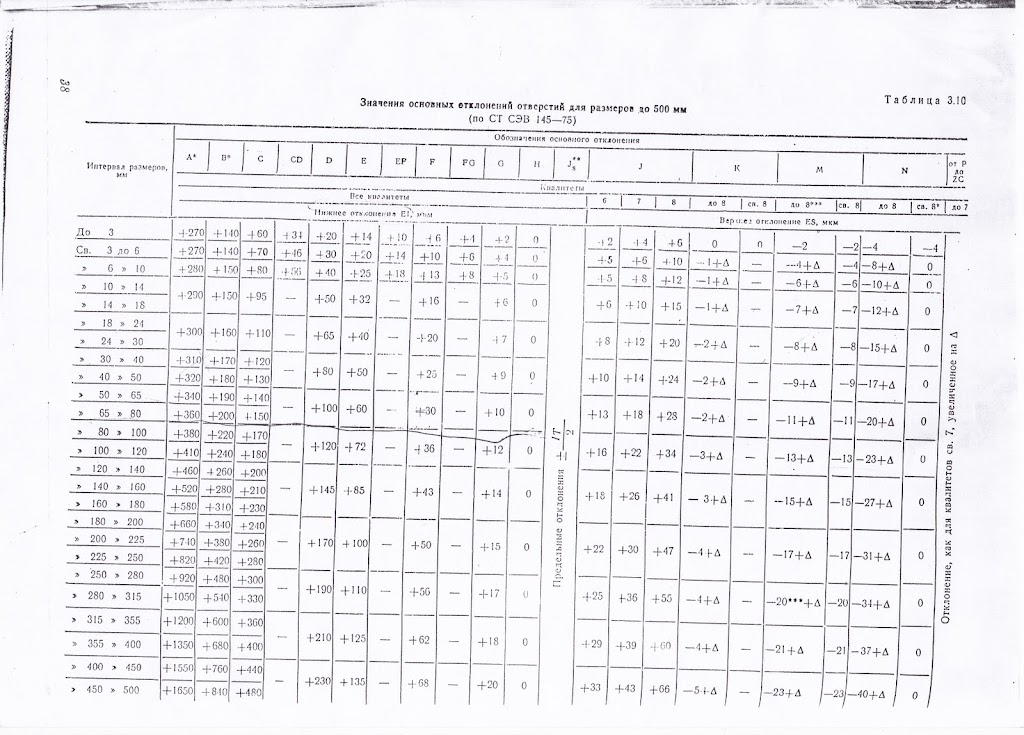
Значения основных отклонений отверстий для размеров не более 500мм
Курс лекций по метрологии РУДН.
Преподаватель Родионова А.В.
Метрология.
Метрология – наука, занимающиаяся с мерами; наука об измерениях, методоах и средствах обеспечения их единства и способах достижения требуемой точности.
В метрологии решаются следующие основные задачи:
1. разработка общей теории измерений единиц физических величин и их систем, разработка методов.
2 . Разработка методов и средств измерений, методов определения пточности измерений, основ обеспечения единства и единообразия средств измерения, эталонов и образцовых средств измерения, методов передачи размеров единиц от эталонов и образцовых средств измерений к рабочим средствам измерений.
Понятия и определения
Размер – числовое значение линейной величины – диматеров, длины в выбранных единицах измерения.
Действительный размер - размер, установленный измерением с допустимой погрешностью . Размер только тогда называется действительным, когда он измеряется с погрешностью, кот. Может быть допушена каким-либо нормативным документом.
Истинный размер - размер, установленный, т.е. полученный в результате обработки, изготовления, значение кот. Нам неизвестно, хоть он и существует, т.к. невозможно измерить совершенно без погрешности, поэтому понятие (истинный размер) заменяется понятием действительный размер, который близок к истинному в условиях поставленной цели.
Предельный размер - два предельных допустимых размера, между которыми должен находится или которым может быть равен действительный размер. Эти два значениея могут быть – наибольший – больший из двух предельных размеров; наименьший предельный размер – меньший из двух предельных размеров.
Номинальный размер – размер, отностильно кот. Определяется предельные размеры и кот. Служит началом отсчета отклонений. Размер кот. Используется на чертеже.
Отклонение – алгебраическая разность между предельными и действительными или измерянными размерами и наоминальным размером.
Верхнее отклонение - алгебраическая разность между наибольшим предельным и номинальными размерами.
Нижнее отклонение ¬¬– агебраическая разность между наименьшим предельным и номинальным размерами.
Допуск – (Т) – разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраичекой разности между врехним и нижним отклонениями.
Поле допуска – поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска, и его положением относительно ноиминального размера. Для указания нулевого размера используется так называемся нулевая линия.
Нулевая линия - это линия, соответствующая размеру, от которого откладыватся отклонения размеров при графическом изображении.
Физические велиичины и единицы их измерения.
Физическая величина – это характеристика одного из свойств физического объекта (явления или процесса), общая в качественном отношении многим физическим объектам, но в количественном отношении индивидуальная для каждого объекта.
Значение физической величины – оценка её величины в виде некоторого числа принятых до неё единиц или числа по принятой для неё шкале, например, 120 мм – значение линенйной величины; 75кг – значение масы тела, НВ190 – число твердости по Бринеллю.
Измерение физической величины – называют совокупность операций , выполняемых с помощью технологического средства, хранящего единицы или воспроводящую шкалу физической величину, заключающихся в сравнение (в явном или неявном виде) измеряемой величины с её единицей или шкалой с целью получения значения этой величины, формы наиболее удобной для использования.
В теории измерений принято, в основном, 5 типов шкал:
Шкала наименования характеризуется только отношением эквивалентности. По своей сути является качественной, не соедржит нуля и ед. Измерний. Пример: оценка света по именованию (атласы цветов).
Шкала порядка харак-ся отношением эквивалентности и порядка. К шкалам порядка относятся, например, шкала землятресений, силы ветра, шкала твёрдости.
Шкалы разностей отличаются от шкал порядка тем, что кроме отношений экваивалентности и порядка добавлется экви-то интервалов (разностей) между различными количественными проявлениями свойства. Она имеет условные нулевые значения, а величина интервалов устанавлвивается по согласованию, например, шкала интервалов времени.
Шкалы отношений описывают свойства которым применимы отношения эквивалентности, порядка и суммирования, а, следовательно, вычитание и умножение. Пример: шкала масс.
Абсолюные шкалы обладают всеми принаками шкал отношений, но дополнительно в них существет естественное и однозначное поределение единиц измерения. Такие шкалы соответствют относительным величинам (отношения одноименных физических величин, описываемых шкал отношений). Среди абсолютных шкал выделются абсолютные шкалы значения которых находится в пределах от 0 до 1. Такой величиной являются, например, КПД.
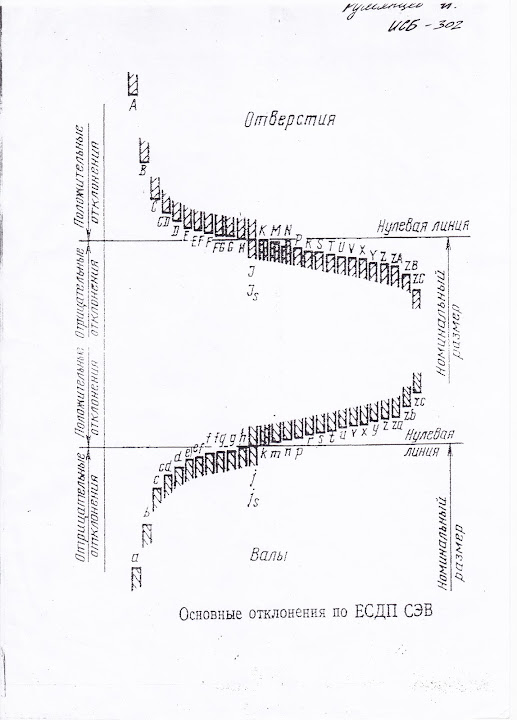
Обозначения на схеме.
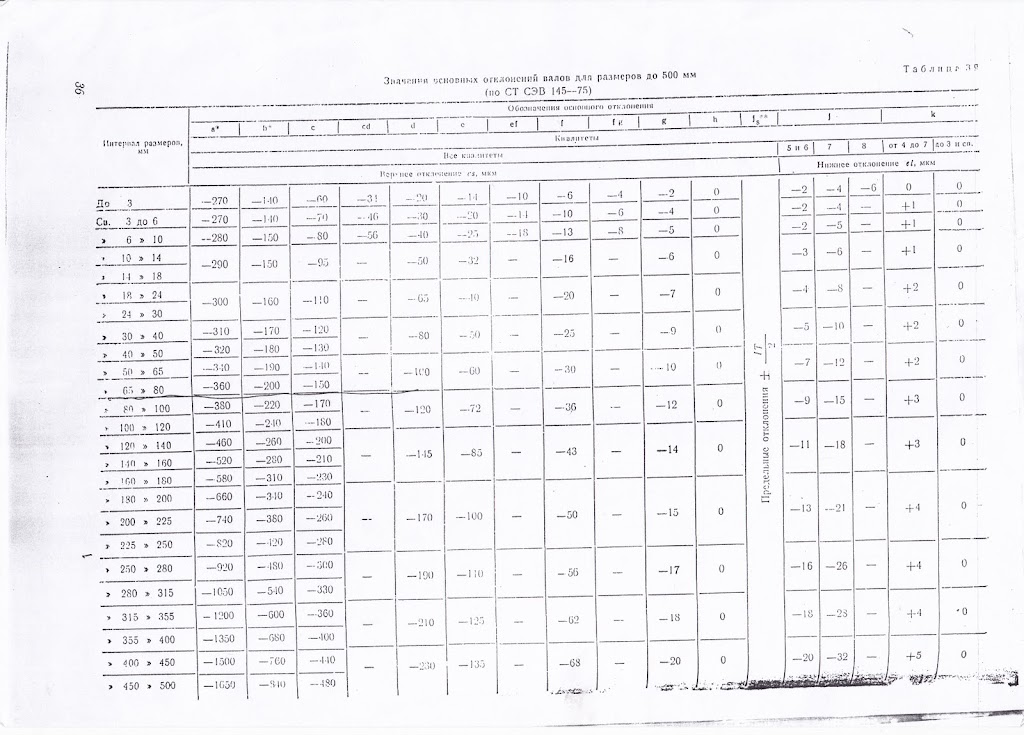
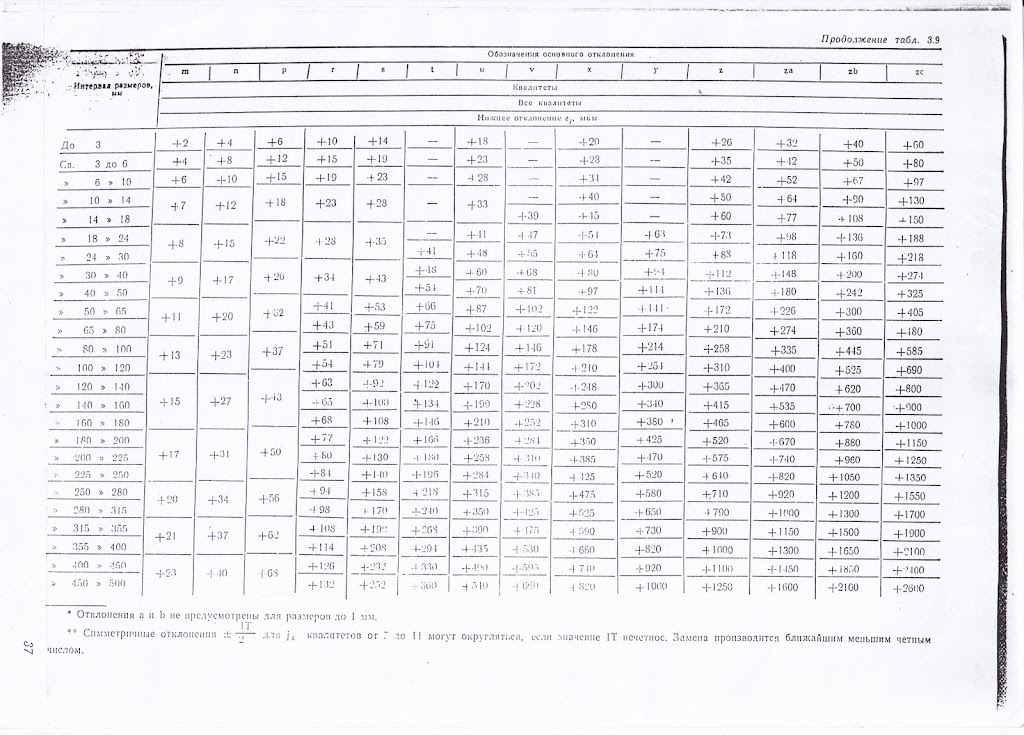
Валы обозначаются маленькими буквами (es – верхнее отклонение, ei – нижнее отклонение)
Отверстия обозначаются большими буквами (ES – верхнее отклонение, EI – нижнее отклонение)
Квалитет – класс точности или степень точности.
Основное отклонение – называется ближайшее растояние от нулевой линии или линии нулевых отклонений до врехнего или нижнего предельных отклонений.
Основное отклонение определяется по одному из двух ближайших отклонений. Обозначается большими буквами у отверстий, маленькими у валов.
Принципы построяние международной системы.
Длина, площать, объем, масса.
1791 г – основное измерение массы – кг.
Система единиц как совокупность основных и производственных единиц впервые в 1832г предложил немецкий ученый Гаусс, где за основу принял единицу длины, а именно мм, массы мг, времени с, и назвал её абсолютной системой.
Система СИ включает 7 единиц.
Величина Единица
Наименование Размерность Наименование Русское обознач Иностранное обозн
Длина L Метр М M
Масса M Килограм Кг Kg
Вермя T Секунда С S
Сила электрич тока I Ампер А A
Термодинам темп. t Кельвин К K
Сила света J Кандела Кд Cd
Количество вещ-ва - Моль моль mol
Допольнительные единицы сил
Плоский угол - Радиан рад Rad
Телесный угол - стерадиан Ср sr
Метр - длина пути проходимого вета в ваккууме за 1/99792458 долю секунды.
Масса (кг) – равная массе международного прототипа кг.
Время (с) – продолжительность 91926317 периодов излучения, соответствующего перрехода между двумя сверхтонкими уровнями осноного состояния атома цезия-133.
Сила электрического тока (А) – сила неизменяющегося тока, который, проходя по двум нормальным прямолиненйных проводам бесконечной длины и ничтожно малой площади круглого поперечного сечений расположенных на растоянии одного метра один от другого в вакууме, вызывает между проводами силу взаимодействия, равную 2*10-7 на каждый метр длины.
Единица термодинамической температуры (К) – 1/273,16 – термодинамическая температура тройной точки воды.
Единица силы света (кд) – сила света в заданном направлении источника, испускающего монохроматическое излучении частотой 540*1012 Гц. Энергия силы света которого в этом направлении составляет 1/683 Вт/ср
Единица количества вещества (моль) – количество вещества сист., содержщей столько же структурных элементов, сколько атомов содержится в углероде – 12 массой, 0.012 кг.
Так же в системе единиц СИ содержится:
Радиан – единица плоского угла, равная углу между двумя радиусами окржуности длина дуги между которыми равна радиусу в градусном исчислении один рад=570,17 мин 44,8 секунд.
Стерадиан – единица, равная мелесному углу с вершиной в центре сферы, выражающему на поверхности сферы площадью равную площади квадрата со стороной, равной радиусу сферы. Ω - телесный угол измеряется косвенным путём измерения плоского угла α при вершине конуса в последующем вычислении по формуле Ω=2π(1-cosα/2)
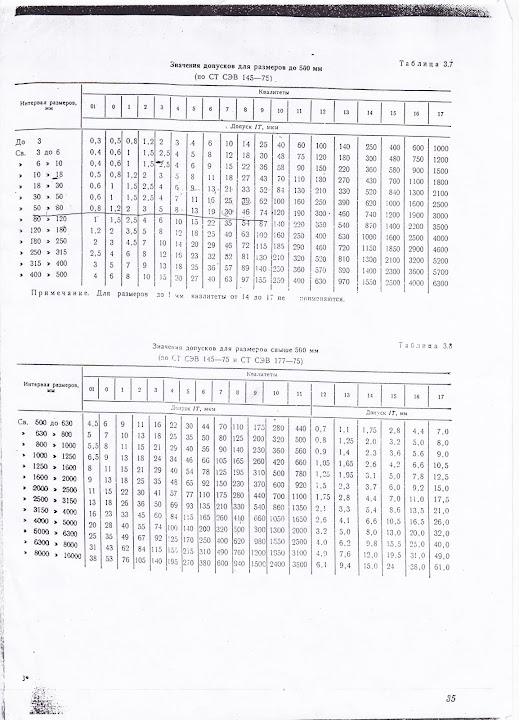
Расчёт допуска по эмперической формуле.
Т=ВО – НО
Т=а*i
Т – Допуск, i – единица допуска, а – числое единиц допуска, зависит от квалитета
Формула:
Посадки.
Соединение или сопряжение двух или более деталей.
Посадка с зазором (S)
Посадка с натягом (N)
Переходная посадка (Р)
1. Посадка с зазором – такая посадка при которой на схеме поле допуска отверстия выше или над полем допуска вала.
Зазор возникает когда отверстие больше вала. Поасадки с зазором характеризуют параметры: Smax и Smin
Посадки с зазором применяются в легко разборных, съемных, взаимозаменяемых соединениях.
2. Посадка с натягом – такая посадка при которой на схеме поле допуска вала выше или над полем допуска отверстия.
Натяг возникает когда вал больше отверстия.
Посадка с натягом харектеризуется Nmax и Nmin. Посадка с натягом трудноразборная, нераъемная, труднозаменяемая.
3. Переходная насадка – такая посадка при которой возникает как зазор, так и натяг.
Поле допусков на схеме при проецировании перекрываются.
Переходную посадку характеризуют Nmax ¬ и Smax.
Нормирование и измерение отклонений формы и расположения поверхностей.
Общие понятия об отклонении формы. Основные термины.
- плоские формы 12%
- корпусные 4%
- цилиндрические 10%
- зубчатые колеса 3%
Получить идеальную форму практически невозможно.
Допуска не меняется по ГОСТу. Припуск – часть материала, которая снимается во время обработки.
Отклонением формы называется отклонение формы реальной поверхности или реального профиля от формы номинальной поверхности или номинального профиля.
Профиль – линия пересечения поверхности с площадью или заданной поверхностью. Наиболее часто профиль рассматривается в плоскости, препендикулярной к поверхности. Для количественной оценки отклонений формы используется понятие о прилегающей поверхности, от которой отсчитываются значения отклонений формы. Примлегающей называются поверхность, имеющая формыу номинальной поверхности соприкосновения с реальной и расположенной вне материала детали так, чтобы отклонение от её наиболее удлененной точки в пределах нормируемого участка имело минимальное значение.
Прилегающий цилиндр - цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности, или максимального диаметра. вписанный а реальную внутреннюю поверхность.
Необходимо иметь в виду, что при количественной оценке отклонений формы от любой принятой базы шероховатость поверхности (мелкие поверхностные неровности) в общем случае не должна включаться в отклонение формы, т.е. при измерении следует принимать меры для исключения влияния шероховатости на результат измерения. В отдельных случаях, и это должно быть указано в технических условиях, шероховатость может включаться в отклонение формы.
Указание допусков формы на чертежах.
Комплесные и частные виды отклоений формы.
Виды отклонений формы разделяются на комплексные и частные (дифференцированные или элементные). Виды отклонений формы относятся к комплексным показателям.
Комплексными показателями отклонений формы являются отклонения, используемые для характеристики работы детали в условиях эксплуатации. Эти параметры задаются нормативными документами, но не всегда обеспечены средствами измерений (например, отклонение от цилиндричности, отклонение профиля продольного сечения). Об этих параметрах дальше будет сказано более подробно.
Частными (дифференцированными или элементными) показателями отклонений формы являются отклонения определенной геометрической формы (например, выпуклость, вогнутость, овальность, конусообразность и т.п.).
Выделение частных видов отклонений формы необходимо для:
а) изучения влияний определенных видов отклонений формы на эксплуатационные свойства элементов детали;
б) нормирования требований, когда определенная форма может оказать доминирующее влияние на качество функционирования при эксплуатации (например, может быть указано «выпуклость не допускается»);
в) изучения связи между видами отклонений формы и технологическими причинами их появления.
Определение частных видов отклонений формы обеспечено необходимыми методами и средствами измерений и потому они более доступны для практического использования, чем комплексные.
Отклонении расположения.
Отклонение расположения поверхностей - отклонение реального расположения рассматриваемого элемента детали от его номинального расположения.
При оценке отклонений расположения должны исключаться отклонения формы. Для этого реальные поверхности (или профили) заменяются прилегающими, а за оси, плоскости симметрии и центры реальных поверхностей (профилей) принимают оси, плоскости симметрии и центры прилегающих элементов.
Допуск = отклонение от... (паралельности, перпендикулярность и т.д.)
Обозначение допусков с условным знаком, отклонений расположения, в принципе, аналогичны обозначениям отклонения формы. Однако в обозначениях появились дополнительные знаки:
∅, R, T, T/2, M - относится к обоозначению так называемых зависимых допусков.
Зависимыми допусками расположениея называются допуски численное значение которых переменно для различных деталей, изготавливаемых по данному чертежу, и зависит от действительных размеров нормируемого или базового элементов.
Эти допуски применяютс, когда требуется обеспечить собираемость (допуски расположения сквозных отверстий под крепеж, допуски соосности ступчатых волов и втулок с зазором)
Зависимые допуски расположения назначаются толькод ля элементов, относящихся к отверстиям или валам, и при нормировании таких характеристик, как позиционный допуск, соосность, симметричность, пересечение осей, перпендикулярность осей (или оси и плоскости). В чертежах зависимый допуск задаётся своим минимальным значением, которое допускается привышать на величину, соответсвующую допускаемому наклонению дпйствующих размеров элементов детали от проходного предела.
Остальные знаки.
В диаметральном выражении (т.е. как удвоенное допуситимое значнеие) тогда ставится знак ∅ для соостности, позиционного допуска пл-ти симеетрии и допуска овей или в радиусном расположении, т.е. как наиболее допустимое оклонение (тогда ставится знак R для тех отклонений, где для диматерального выражения используется знаки ∅, T, T/2.
Независимым допуском расположения называется допуск, числовое значение которого постоянно для всей совокупности деталей, изготовляемых по данному чертежу и не зависит от действительного значения нормируемого или базового элемента.
Шероховатости поверхностей.
Реальные поверхности деталей имеют ряд чередующихся выпуклостей и впадин со сравнительно малыми шагами, в отличаи от погрешности формы. Эти выступы и впадины образуют микронеровности поверхности.
Совокупность неровностей на реальной поверхности детали с отностиельно малыми шагами, выделенне с помощью базовой длины называются шероховатостью поверхности.
Шероховатость поверхности на ряду с другими факторами, определение качества поверхности – волнистостью, отклонениями формы и физическими свойствами поверхности – оказывает большое влияние на эксплаутацию машин, преборов, инструментовв, средств транспорта и др., в том числе на качество посадок деталей в расчёт которых, входят её параметры.
Возможность эффективного и единоообразного нормирования и контроля шероховатости поверхности обеспечивается стандартизацией терминов и определений, системы отсчёта и параметров для количественной оценки и контроля шероховатости поверхности, рядов числовых значений этих параметров. Стандарты так же нормируют правила обозначения параметров шерховатости поверхности на чертежах и в другой нормативно-технической документации. Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми шагами на базовой длине l. Неровности на необработанной поверхности образуются в результате пластичной деформации поверхносного слоя материала детали, копирование неровностей режущих кромок инструмента и трение его о деталь выравнивания с поверхности частиц материала и в результате других причин.
Шероховатость возникает в процессе формообразования поверхности и может являться следом режущего инструмента или являться следствием копирования неровностей режущей кромки резца, она возникает из-за пластической деформации поверхностного слоя при образовании стружки или вибраций, а также из-за химической коррозии материала и в результате других причин.
Шероховатость поверхности является важным показателем состояния поверхности и в значительной степени влияет на работу деталей машин и их долговечность.
Шероховатость поверхности оказывает большое влияние на работу подвижных соединений (трущихся пар). При больших неровностях трущихся поверхностей подшипников, направляющих, ползунов, поршней и т. д. соприкосновение между ними происходит в отдельных точках, нарушается непрерывность масляной пленки, происходит интенсивный износ поверхностей, увеличиваются зазоры. При очень малых неровностях масло не задерживается в зазорах соединения и нарушается оптимальный режим трущихся поверхностей.
В неподвижных соединениях гребешки неровностей при сборке срезаются или в процессе работы соединения сминаются, тем самым нарушается выбранный конструктором характер сопряжения. У посадок с натягом, которые передают крутящие моменты и осевые силы за счет сил трения, слишком гладкие поверхности снижают коэффициент трения и уменьшают эффективность соединения с натягом.
Прочность деталей тоже зависит от состояния поверхности. Разрушение деталей, особенно при переменных нагрузках, в большой степени зависит от наличия концентраторов напряжений, которыми являются имеющиеся неровности. Финишные методы обработки (доводка, полирование, суперфиниш и т. п.) значительно снижают величину шероховатости и повышают усталостную прочность деталей.
Уменьшение шероховатости поверхности существенно улучшает антикоррозионную стойкость деталей.
Шероховатость поверхности значительно влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий, а также на внешний вид изделий и их контакт с руками человека.
Шероховатость поверхности влияет также на точность измерения деталей.
Спасибо, очень помог
Hey guys,
I'm trying to sell my house fast in Colorado and I was wondering if anyone had any tips or suggestions on how to do it quickly and efficiently? I've already tried listing it on some popular real estate websites, but I haven't had much luck yet.
I've heard that staging my home can help it sell faster, but I'm not sure if it's worth the investment.
I'm open to any and all suggestions, so please feel free to share your ideas.
Thanks in advance!
Вы здесь » Forever Friends » Полезные материалы » Метрология, стандартизация и сертификация